May 11-14 D&S Visit - Dry pipe and 1st 15 Tubes installed!
We had a GREAT week. Things went incredibly smoothly with all activities in the Roundhouse.
D&S sent Jordan and Brandon, and within 15 minutes of their arrival on Monday afternoon it was clear that the braces would fit nicely. By dinnertime Monday we had the braces heated and bent to attach to the boiler barrel. We also re-lapped the steam tight surface that mates the dry pipe to the throttle body while it was still outside the locomotive.
Photo of heating a brace, and you can see the slight bends in two braces ready for installation.

Throttle end of the dry pipe. You can see the lapped (steam tight) surface of the dry pipe that mates to the throttle body

Tuesday was devoted to getting the braces welded in after cooling overnight, and to getting the dry pipe in. We had to cut it in two pieces to get it into the boiler, and be able to make a nice weld in an easy to weld section, and that was done yesterday. The dry pipe adapter was also tack welded to the dry pipe to check it’s fit. Dan also made new wedges for the main rods to hold them tight so that we could ream the tapered holes for the bolts that we need to finish the main rods.
Left: Cutting a patch of boiler material to fit the brace near an original patch plate. Right: Better view of the bent braces.


Left: One wedge to align the main rods for reaming. Right: Mike Antolin polishing the flue holes in the firebox.

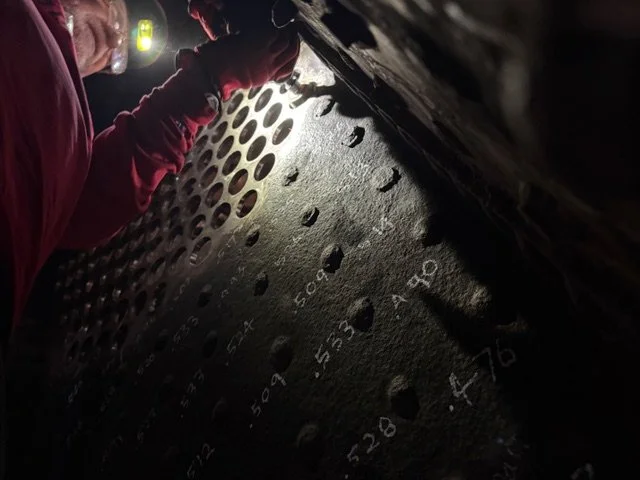
Meanwhile, volunteers showed up and worked on a little production line to cut tubes to length, polish the ends, and polish the tube holes in the flue sheet (above right). To polish the tube holes, we switched from using an electric drill the previous weekend to using an air powered die grinder with a flap wheel, and it went MUCH faster. From ~30 minutes per hole to less than 5. We also switched to using the big diesel air compressor to run the air tools, so that we didn’t have to wait for the shop compressor to catch up with the polishing we were doing.
Left: Jimmy Scoville cuts a tube to length. Right: Steve Thompson de-burs and polishes the tube end.


Wednesday we further refined the tube production line, by building a bench on sawhorses in front of stall 5 for cutting the tubes (so they could come right out of 4319 to the cutting station), and then polishing the ends on some sawhorses in Stall 4. This sped tube production GREATLY.
Left: Mike Antolin and Tim Clay set up new and improved cutting station (and our backs thank you!). Right: Steve Thompson at the de-bur/polishing station. Finished tubes are stored by length (behind Steve) until they are ready for loading.


While volunteers were producing ready tubes, the D&S crew was busy fitting the dry pipe to the throttle body. This is pretty tricky, because the dry pipe is held to the dry pipe by a giant U-bolt that cradles the dry pipe, and then goes into two ears on the throttle body. Problem is, you have to do EVERYTHING from the steam dome lid—as that’s our only “large” hole in the boiler now. And it’s pretty tight trying to get your arms in there. With that said, once the dry pipe was bolted to the throttle body (yes you read that right—it all went together smoothly) Brandon seal welded the dry pipe (and adapter) to the front tube sheet. So for everyone who has been with us through this saga: the dry pipe is IN. PERMANENTLY. We do need a new 1 1/2” box wrench, because we had to cut up the one we had to weld a piece of rebar to it and make a special tool to tighten the dry pipe U-bolt nuts.
Dry pipe test fitting:

Left: Dry pipe adapter ready to weld to the dry pipe for the final time. Right: Dry pipe adapter to dry pipe fully welded.


Left: Brandon showing off our very special tool for tightening the dry pipe U-bolts. Right: Brandon making the final weld of the dry pipe to seal it to the tube sheet.


We needed a longer half union for the left side upper water glass fitting, as the commercially available ones aren’t long enough to get a good weld on. So Jim and Dan were able to whip one up out of SA675 steel (boiler code material) that was longer with a 3/4” NPT thread for the water glass using the lathe. The other thing we started doing today was actually machining the oil firing manifold out of the big piece of SA105 Tom got us a little bit ago.
Half Union being turned on the lathe. Note the coolant flooding the twist drill bit. We should run the pump on the lathe every other week just to mix it up.


Thursday May 14th we rolled the first tubes in Klondike Mines 4. So that means that the clock has started. Either May 14, 2042 or a little bit earlier (15 years after we first raise the boiler pressure above atmospheric pressure) is the day that the flue tubes will need to be removed and replaced if we are following the FRA Form 4 standard.
We loaded the first three rows of tubes into the boiler, and expanded the tubes on at least one side. Some have been done on both sides. And there’s a handful of us who are comfortable rolling the tubes (which is really a two part process: expanding the tubes and then rolling a bead on them), so we’re about to cook on getting the tubes in.
Left: Brandon loading the first row of tubes. Right: First 3 rows were loaded and to the relief of the volunteers present, all 15 fit perfectly. Note can of Crisco - the lubricant of choice for expanding tubes.


Brandon expanding the first tube by hand due to bolt location. Note air ratchet for remainder of tubes (and Crisco, of course!)

Tim Clay was the first volunteer to be trained on the process. Between kneeling and controlling the air ratchet - three tubes seems to be the magic number to expand before “passing the baton”.

In this photo, you can see the tubes on the left have been rolled and are ready to go. On the right they tubes have only been expanded into their holes, but have yet to be rolled.

And there you have it. As we closed up the roundhouse on Thursday evening - this wide angle shot shows everything you need to know. Crack some champagne, because it’s been a long time coming, but we are here!
